So it's been quite a while since the last update, I figured I should at least put down in writing what's been accomplished.
Physically with the printer, the axes have just been completed. The gears and belts arrived recently and have been installed, so all that's left for machining would be the mounts for the electronics and the hot end of the extruder. Now that the co-op term has ended and we're heading back to Waterloo in the new year, machining time should be less of an annoyance.
The electronics though are another matter. Being a complete novice to electrical design (aside from the introductory circuits course I took last term) means everything is going slowly. So far it's been me reviewing the pololu electronics page and getting acquainted with stuff like stepper motor drivers, bypass capacitors, PC power supplies and their voltage rails, etc.
Specifically, I've been slowly re-routing the stripboard layout Adrian made of the pololu electronics on stripboard. Our lofty aim is to reorient it such that all the stepper motor drivers (with heatsinks on the IC's of course) are on one stripboard, and the heater components (extruder, heated bed) are located on the opposite stripboard. A fan would blow through the gap to cool down the heat-generating mosfets and driver IC's.
Hopefully next time I'll be able to put up a rough layout of where items are being placed and how they're going to be hooked up.
Oh and Happy new Year to you all!
-Eric
Wednesday, December 29, 2010
Thursday, December 16, 2010
Electronics
This post pretty much is just a heads-up, if there's anyone out there reading this blog.
We'll probably customize it to to our flavours, or implement a new system altogether later on. For now, though, we're playing safe. It's still long ways till we're actually print something reliably, but I'm getting more and more excited. :D (Eric probably is excited too, but he's just too cautious to express that. :P)
Until next time,
David
WatRapter Co-Lead
Sunday, December 12, 2010
Baby it's cold outside
Well actually unlike the song, it's rather mild for a Toronto December. There's also no snow on the ground =(
Semantics aside, the cold end is nearing completion!
 In this picture again is the overall shot of the printer. Main addition is the backplate holding the extruder cold end.
In this picture again is the overall shot of the printer. Main addition is the backplate holding the extruder cold end.
 closeup of the cold end. As mentioned in David's post, it's similar to a Wade style extruder with a delrin plunger. The things missing are obviously the gears (which have to be ordered from Misumi and are darn expensive) the hobnobbed M8 shaft, and the delrin plunger.
closeup of the cold end. As mentioned in David's post, it's similar to a Wade style extruder with a delrin plunger. The things missing are obviously the gears (which have to be ordered from Misumi and are darn expensive) the hobnobbed M8 shaft, and the delrin plunger.
 Final shot is the back of the machine, showing the spots where the gears are secured (the dangling wire is from the z axis motor).
Final shot is the back of the machine, showing the spots where the gears are secured (the dangling wire is from the z axis motor).
till next time,
Eric
Semantics aside, the cold end is nearing completion!
 In this picture again is the overall shot of the printer. Main addition is the backplate holding the extruder cold end.
In this picture again is the overall shot of the printer. Main addition is the backplate holding the extruder cold end. closeup of the cold end. As mentioned in David's post, it's similar to a Wade style extruder with a delrin plunger. The things missing are obviously the gears (which have to be ordered from Misumi and are darn expensive) the hobnobbed M8 shaft, and the delrin plunger.
closeup of the cold end. As mentioned in David's post, it's similar to a Wade style extruder with a delrin plunger. The things missing are obviously the gears (which have to be ordered from Misumi and are darn expensive) the hobnobbed M8 shaft, and the delrin plunger. Final shot is the back of the machine, showing the spots where the gears are secured (the dangling wire is from the z axis motor).
Final shot is the back of the machine, showing the spots where the gears are secured (the dangling wire is from the z axis motor).till next time,
Eric
Saturday, December 4, 2010
Extruder Pics (Finally)
Hey guys, this is David uploading at University of Waterloo student machine shop. Here are promised pictures of our extruder. Progress has been slow since my computer had issues running any form of 3D manipulation program (Ohwell, time to format.), but here they are.

This is the cold end. As you can see, it's a geared stepper extruder. Gear ratio is 6:1. It uses a captive nut to hold the bowden cable in place.

The opposite side of the cold end: There's nothing much to be said, really. 0.5-inch-thick Lexan plate is used since we have plenty of it left over after building the base.

View without the base plate, revealing the ball bearing and the captive nut assembly.
Annnnd here are some pictures of the hot end.

This is the hot and. From the top: Teflon tubing, heater barrier, hot end mount, heater block ,sandwiched between two Teflon sheets. Teflon sheets were added for better thermal insulation.

Teflon cable goes all the way to the barrel end, making the heat zone 0.255 inch long (that's roughly 6.5mm).

This is the heater block without Teflon sheets. Nozzle is part of the heater block now, for added reliability.
So yes, all extruder components are ready to be machined!
....as soon as a mill becomes available, that is (Hopefully before the shop closes.).
Now that CAD drawings are finally done, I am planning to look into electronics with Eric. We'll post our findings next time.
Until then,
David
WatRapter Co-Lead
Monday, November 29, 2010
closer to success
This past Saturday was cut short a little because of a bbq at a friend's place, so we had only a few hours of machining, rather than a whole day. Regardless we've accomplished a few things.
 This photo shows the overall progress of the machine. You can see the main addition has been the z axis leadscrew and driving motor.
This photo shows the overall progress of the machine. You can see the main addition has been the z axis leadscrew and driving motor.
 A closeup shot of the z stage motor and leadscrew junction. Here you can see the leadscrew entering the upper bearing, where the z motor shaft is coupled to it by means of a set screw (which i stupidly forgot to drill and install before putting together the assembly).
A closeup shot of the z stage motor and leadscrew junction. Here you can see the leadscrew entering the upper bearing, where the z motor shaft is coupled to it by means of a set screw (which i stupidly forgot to drill and install before putting together the assembly).
You can also see the rubber washers used to hopefully reduce the vibration effects of the stepper motor (at least we hope).
 A closeup shot of the x stage motor with the rubber washers and the timing belt pulley.
A closeup shot of the x stage motor with the rubber washers and the timing belt pulley.
Where did we get the timing belt pulley you ask?
Short answer: not in Canada.
Long answer: David's family had it custom machined in Korea (probably cheaper than the cost of customs from the U.S. XD) and brought it over when they visited him last week.
 A final shot of the captive nut assembly, showing how the nut is held in place by friction and pressure. The assembly unfortunately doesn't work too well in that the nut still rotates, so it will have to be fixed in the short term by a dab of hot glue or epoxy to lock it in its place.
A final shot of the captive nut assembly, showing how the nut is held in place by friction and pressure. The assembly unfortunately doesn't work too well in that the nut still rotates, so it will have to be fixed in the short term by a dab of hot glue or epoxy to lock it in its place.
As it looks, the machining mechanical work seems to be nearly complete for the cartesian stage. What's left now is merely ensuring the timing belts (which have yet to be purchased) can be coupled to the moving xy stages and installing set screws for the z-axis leadscrew. Hopefully both of these things can be completed next week. After that, I'll be shifting my focus over to the electronics of the whole machine (with a lot of help from David), while he continues on the extruder design and construction.
till next time,
-Eric
 This photo shows the overall progress of the machine. You can see the main addition has been the z axis leadscrew and driving motor.
This photo shows the overall progress of the machine. You can see the main addition has been the z axis leadscrew and driving motor. A closeup shot of the z stage motor and leadscrew junction. Here you can see the leadscrew entering the upper bearing, where the z motor shaft is coupled to it by means of a set screw (which i stupidly forgot to drill and install before putting together the assembly).
A closeup shot of the z stage motor and leadscrew junction. Here you can see the leadscrew entering the upper bearing, where the z motor shaft is coupled to it by means of a set screw (which i stupidly forgot to drill and install before putting together the assembly).You can also see the rubber washers used to hopefully reduce the vibration effects of the stepper motor (at least we hope).
 A closeup shot of the x stage motor with the rubber washers and the timing belt pulley.
A closeup shot of the x stage motor with the rubber washers and the timing belt pulley.Where did we get the timing belt pulley you ask?
Short answer: not in Canada.
Long answer: David's family had it custom machined in Korea (probably cheaper than the cost of customs from the U.S. XD) and brought it over when they visited him last week.
 A final shot of the captive nut assembly, showing how the nut is held in place by friction and pressure. The assembly unfortunately doesn't work too well in that the nut still rotates, so it will have to be fixed in the short term by a dab of hot glue or epoxy to lock it in its place.
A final shot of the captive nut assembly, showing how the nut is held in place by friction and pressure. The assembly unfortunately doesn't work too well in that the nut still rotates, so it will have to be fixed in the short term by a dab of hot glue or epoxy to lock it in its place.As it looks, the machining mechanical work seems to be nearly complete for the cartesian stage. What's left now is merely ensuring the timing belts (which have yet to be purchased) can be coupled to the moving xy stages and installing set screws for the z-axis leadscrew. Hopefully both of these things can be completed next week. After that, I'll be shifting my focus over to the electronics of the whole machine (with a lot of help from David), while he continues on the extruder design and construction.
till next time,
-Eric
Monday, November 22, 2010
Z stage
Got a few things done this past Saturday at the machine shop. It's probably just my bias since I designed and built the damn thing, but the more the printer takes shape, the sexier it looks =P
 Current status of the cartesian bot. The main addition is the completed z stage and the x stage motor.
Current status of the cartesian bot. The main addition is the completed z stage and the x stage motor.
 Overview of the z stage. Here you can see the cantilvered nature of the design and the position of the roller bearings I showed in my last blog post. There are four major components of the z stage (all of which can be seen in this photo): the bearings, a cross beam that holds the travelling nut, and two support beams that link the cross beam and bearings together while also supporting the heated aluminum build platform.
Overview of the z stage. Here you can see the cantilvered nature of the design and the position of the roller bearings I showed in my last blog post. There are four major components of the z stage (all of which can be seen in this photo): the bearings, a cross beam that holds the travelling nut, and two support beams that link the cross beam and bearings together while also supporting the heated aluminum build platform.
 Here's a closeup of the junctions between the right roller bearings and the z cross beam with the right side support beam. Four bolts is probably overkill for holding it in place, but it serves to provide a very ridgid connection that won't wobble. As with everything else, double nuts are used (but not implemented yet in the photo) to ensure no bolts come loose.
Here's a closeup of the junctions between the right roller bearings and the z cross beam with the right side support beam. Four bolts is probably overkill for holding it in place, but it serves to provide a very ridgid connection that won't wobble. As with everything else, double nuts are used (but not implemented yet in the photo) to ensure no bolts come loose.
 A closeup of the captive nut support. You can see I have the nut locked into place by means of squeezing it up against a second (slot-adjustable as you can see) aluminum angle. The lack of side supports on the nut allows a bit of translational play to counteract the inherent wobble in the z stage stud/leadscrew. There seems to be quite a bit of friction though in some parts of the leadscrew because of the z stage wobble, so I'm going to test using a nylon nut or bronze nut in place of the current stainless steel one (if I can find one at home depot that is =P ).
A closeup of the captive nut support. You can see I have the nut locked into place by means of squeezing it up against a second (slot-adjustable as you can see) aluminum angle. The lack of side supports on the nut allows a bit of translational play to counteract the inherent wobble in the z stage stud/leadscrew. There seems to be quite a bit of friction though in some parts of the leadscrew because of the z stage wobble, so I'm going to test using a nylon nut or bronze nut in place of the current stainless steel one (if I can find one at home depot that is =P ).
 Here you can see the four bolts that (will) hold the heated build platform in place. The nuts on the bolts act as spacers, allowing the heated build platform to get to its temperature of around 100-110'C (for ABS) without heating and expanding the rest of the z stage and robot. It also allows for easy levelling of the platform by adjusting the height of each nut the platform rests on.
Here you can see the four bolts that (will) hold the heated build platform in place. The nuts on the bolts act as spacers, allowing the heated build platform to get to its temperature of around 100-110'C (for ABS) without heating and expanding the rest of the z stage and robot. It also allows for easy levelling of the platform by adjusting the height of each nut the platform rests on.
 Here you can see the beginning of the x motor being installed on the frame. To hopefully help isolate the vibrations the stepper motor makes (in addition to microstepping), I'll be adding rubber/silicone washers to the motor axle and bolts.
Here you can see the beginning of the x motor being installed on the frame. To hopefully help isolate the vibrations the stepper motor makes (in addition to microstepping), I'll be adding rubber/silicone washers to the motor axle and bolts.
That's it for now. Hopefully by next week I'll be able to show the x motor securely bolted in place with the leadscrew installed.
till next time,
-Eric
 Current status of the cartesian bot. The main addition is the completed z stage and the x stage motor.
Current status of the cartesian bot. The main addition is the completed z stage and the x stage motor. Overview of the z stage. Here you can see the cantilvered nature of the design and the position of the roller bearings I showed in my last blog post. There are four major components of the z stage (all of which can be seen in this photo): the bearings, a cross beam that holds the travelling nut, and two support beams that link the cross beam and bearings together while also supporting the heated aluminum build platform.
Overview of the z stage. Here you can see the cantilvered nature of the design and the position of the roller bearings I showed in my last blog post. There are four major components of the z stage (all of which can be seen in this photo): the bearings, a cross beam that holds the travelling nut, and two support beams that link the cross beam and bearings together while also supporting the heated aluminum build platform. Here's a closeup of the junctions between the right roller bearings and the z cross beam with the right side support beam. Four bolts is probably overkill for holding it in place, but it serves to provide a very ridgid connection that won't wobble. As with everything else, double nuts are used (but not implemented yet in the photo) to ensure no bolts come loose.
Here's a closeup of the junctions between the right roller bearings and the z cross beam with the right side support beam. Four bolts is probably overkill for holding it in place, but it serves to provide a very ridgid connection that won't wobble. As with everything else, double nuts are used (but not implemented yet in the photo) to ensure no bolts come loose. A closeup of the captive nut support. You can see I have the nut locked into place by means of squeezing it up against a second (slot-adjustable as you can see) aluminum angle. The lack of side supports on the nut allows a bit of translational play to counteract the inherent wobble in the z stage stud/leadscrew. There seems to be quite a bit of friction though in some parts of the leadscrew because of the z stage wobble, so I'm going to test using a nylon nut or bronze nut in place of the current stainless steel one (if I can find one at home depot that is =P ).
A closeup of the captive nut support. You can see I have the nut locked into place by means of squeezing it up against a second (slot-adjustable as you can see) aluminum angle. The lack of side supports on the nut allows a bit of translational play to counteract the inherent wobble in the z stage stud/leadscrew. There seems to be quite a bit of friction though in some parts of the leadscrew because of the z stage wobble, so I'm going to test using a nylon nut or bronze nut in place of the current stainless steel one (if I can find one at home depot that is =P ). Here you can see the four bolts that (will) hold the heated build platform in place. The nuts on the bolts act as spacers, allowing the heated build platform to get to its temperature of around 100-110'C (for ABS) without heating and expanding the rest of the z stage and robot. It also allows for easy levelling of the platform by adjusting the height of each nut the platform rests on.
Here you can see the four bolts that (will) hold the heated build platform in place. The nuts on the bolts act as spacers, allowing the heated build platform to get to its temperature of around 100-110'C (for ABS) without heating and expanding the rest of the z stage and robot. It also allows for easy levelling of the platform by adjusting the height of each nut the platform rests on. Here you can see the beginning of the x motor being installed on the frame. To hopefully help isolate the vibrations the stepper motor makes (in addition to microstepping), I'll be adding rubber/silicone washers to the motor axle and bolts.
Here you can see the beginning of the x motor being installed on the frame. To hopefully help isolate the vibrations the stepper motor makes (in addition to microstepping), I'll be adding rubber/silicone washers to the motor axle and bolts.That's it for now. Hopefully by next week I'll be able to show the x motor securely bolted in place with the leadscrew installed.
till next time,
-Eric
Sunday, November 14, 2010
forgetting the 2:1 rule
Saturday began as a beacon of hope, the realization of failure, and then relief at redemption.
Okay that sounds melodramatic. Sorry.
Let's recap the z stage movement systmes considered so far:
-first was the four threaded rod design (Makerbot Cupcake, RepRap Darwin), which was abandoned because of high cost, complexity, loss of building space and known issues evidenced by numerous forum posts
-second was the rollercoaster element bearing , which was abandoned in favour of trying out the igus polymer bearing option (would make the machining a little cheaper and easier)
which leads to where I was when I began machining on Saturday.
 Here you can see my attempt at the cantilivered z stage design. The hole in the bottom left corner of the image is one of four on the stage that are used to support the actual build platform. They act as guide/alignment posts, guiding and holding the actual aluminum build platform in place. Sticking in spacer nuts between the build platform and the shown angle frame minimizes the amount of heat transferred to the actual frame of the structure, and allows for easy levelling (this concept can also be seen with the recent makerbot blog post on "instant leveller"). The yellow object on the right of the image is the Igus slider shuttle.
Here you can see my attempt at the cantilivered z stage design. The hole in the bottom left corner of the image is one of four on the stage that are used to support the actual build platform. They act as guide/alignment posts, guiding and holding the actual aluminum build platform in place. Sticking in spacer nuts between the build platform and the shown angle frame minimizes the amount of heat transferred to the actual frame of the structure, and allows for easy levelling (this concept can also be seen with the recent makerbot blog post on "instant leveller"). The yellow object on the right of the image is the Igus slider shuttle.
 Here's a top view of the stage. The big hole in the center of the frame is where the 7/16" threaded rod goes through, and where the travelling nut fits. The two smaller holes near it are for securing a another aluminum angle to prevent the captured nut from having any rotational slack.
Here's a top view of the stage. The big hole in the center of the frame is where the 7/16" threaded rod goes through, and where the travelling nut fits. The two smaller holes near it are for securing a another aluminum angle to prevent the captured nut from having any rotational slack.
 Back view, clearly showing the two polymer shuttles.
Back view, clearly showing the two polymer shuttles.
Of course as fate would have it, I conveniently ignored the lesson I was taught about the 2:1 rule when it comes to linear plane bearings. The center of gravity of the overall assembly was way more than twice the distance from the bearings than the length of the bearings themselves (you can see that in the photos), so naturally they bound and refused to slide down the aluminum track easily.
 With only a couple of hours left in the day before the shop closed, I quickly pulled out my old CAD drawing for the rolling ball bearing design and machined it. With the use of slots instead of simple drilled holes, the bearings tightly hugged the aluminum angle, providing smooth and straight motion. You can see in this photo the "master" bearing.
With only a couple of hours left in the day before the shop closed, I quickly pulled out my old CAD drawing for the rolling ball bearing design and machined it. With the use of slots instead of simple drilled holes, the bearings tightly hugged the aluminum angle, providing smooth and straight motion. You can see in this photo the "master" bearing.
 In this photo you can see the "slave bearing" with bearings clamping only one side of the angle to allow for minor variations in the straightness of the aluminum angle frame.
In this photo you can see the "slave bearing" with bearings clamping only one side of the angle to allow for minor variations in the straightness of the aluminum angle frame.
Hopefully by next week I'll be able to some photos of build platform and z nut attached to the new ball bearing sliders.
till next time,
Eric
Okay that sounds melodramatic. Sorry.
Let's recap the z stage movement systmes considered so far:
-first was the four threaded rod design (Makerbot Cupcake, RepRap Darwin), which was abandoned because of high cost, complexity, loss of building space and known issues evidenced by numerous forum posts
-second was the rollercoaster element bearing , which was abandoned in favour of trying out the igus polymer bearing option (would make the machining a little cheaper and easier)
which leads to where I was when I began machining on Saturday.
 Here you can see my attempt at the cantilivered z stage design. The hole in the bottom left corner of the image is one of four on the stage that are used to support the actual build platform. They act as guide/alignment posts, guiding and holding the actual aluminum build platform in place. Sticking in spacer nuts between the build platform and the shown angle frame minimizes the amount of heat transferred to the actual frame of the structure, and allows for easy levelling (this concept can also be seen with the recent makerbot blog post on "instant leveller"). The yellow object on the right of the image is the Igus slider shuttle.
Here you can see my attempt at the cantilivered z stage design. The hole in the bottom left corner of the image is one of four on the stage that are used to support the actual build platform. They act as guide/alignment posts, guiding and holding the actual aluminum build platform in place. Sticking in spacer nuts between the build platform and the shown angle frame minimizes the amount of heat transferred to the actual frame of the structure, and allows for easy levelling (this concept can also be seen with the recent makerbot blog post on "instant leveller"). The yellow object on the right of the image is the Igus slider shuttle. Here's a top view of the stage. The big hole in the center of the frame is where the 7/16" threaded rod goes through, and where the travelling nut fits. The two smaller holes near it are for securing a another aluminum angle to prevent the captured nut from having any rotational slack.
Here's a top view of the stage. The big hole in the center of the frame is where the 7/16" threaded rod goes through, and where the travelling nut fits. The two smaller holes near it are for securing a another aluminum angle to prevent the captured nut from having any rotational slack. Back view, clearly showing the two polymer shuttles.
Back view, clearly showing the two polymer shuttles.Of course as fate would have it, I conveniently ignored the lesson I was taught about the 2:1 rule when it comes to linear plane bearings. The center of gravity of the overall assembly was way more than twice the distance from the bearings than the length of the bearings themselves (you can see that in the photos), so naturally they bound and refused to slide down the aluminum track easily.
 With only a couple of hours left in the day before the shop closed, I quickly pulled out my old CAD drawing for the rolling ball bearing design and machined it. With the use of slots instead of simple drilled holes, the bearings tightly hugged the aluminum angle, providing smooth and straight motion. You can see in this photo the "master" bearing.
With only a couple of hours left in the day before the shop closed, I quickly pulled out my old CAD drawing for the rolling ball bearing design and machined it. With the use of slots instead of simple drilled holes, the bearings tightly hugged the aluminum angle, providing smooth and straight motion. You can see in this photo the "master" bearing. In this photo you can see the "slave bearing" with bearings clamping only one side of the angle to allow for minor variations in the straightness of the aluminum angle frame.
In this photo you can see the "slave bearing" with bearings clamping only one side of the angle to allow for minor variations in the straightness of the aluminum angle frame.Hopefully by next week I'll be able to some photos of build platform and z nut attached to the new ball bearing sliders.
till next time,
Eric
Sunday, November 7, 2010
Straight as an arrow, smooth as a baby's bottom
Yes it's a terrible title, but it's relevant.
The machine shop was inexplicably closed two weeks ago, so we only had one day to machine anything. However there is some progress to show at least:
 Here you can.... oh wait you can't really see anything changed in this picture. Oops. Oh well. You at least get to see the moose plushie my mom plopped on top of the stage (I wonder if that could be a selling point -"strong enough to support a moose").
Here you can.... oh wait you can't really see anything changed in this picture. Oops. Oh well. You at least get to see the moose plushie my mom plopped on top of the stage (I wonder if that could be a selling point -"strong enough to support a moose").
Distinctly Canadian eh? All we need now is maple syrup and a hockey stick.
 In this picture you can see the whole "binding" bearing arrangment I discussed in my last post (that may have been confusing without a picture). As the image shows, the bearings clamp both sides of a single aluminum angle, ensuring that x stage will always travel straight. The opposite side of the x stage has no side bearings so there's no chance of accidental binding or rough spots.
In this picture you can see the whole "binding" bearing arrangment I discussed in my last post (that may have been confusing without a picture). As the image shows, the bearings clamp both sides of a single aluminum angle, ensuring that x stage will always travel straight. The opposite side of the x stage has no side bearings so there's no chance of accidental binding or rough spots.
 In this picture you can see the replacement for the y stage teflon slider that I envisioned. Turns out -as Kal our machinist friend mentioned- Teflon is a very soft, "finicky mistress". The current solution is actually an Igus drylin n-type linear slider. They're fantastically cheap (compared to ball-bearing tracks and carriages), and the company seems to have great customer service (they sent the 6 specified track lengths and carriages for free when I asked for a sample, shipped it in 3 days, and were very helpful and understanding on the phone). The slider carriages have minimal friction (being made from their proprietary iglide material, which i think is Delrin) and have replaceable glide pads (although replacing the entire carriage at 5 dollars seems like a fairly cheap option too). I'm so pleased with the result that I'll be replacing the z stage roller bearing slider with two Igus sliders, which will save me 20 dollars in bearings and reduce the amount of machining time and effort required. Hopefully I can show that in the next post. Oh and the extruder bolts onto an aluminum angle, which itself bolts through those two open holes in the image. I'm anticipating that this will allow for easy installation and modification.
In this picture you can see the replacement for the y stage teflon slider that I envisioned. Turns out -as Kal our machinist friend mentioned- Teflon is a very soft, "finicky mistress". The current solution is actually an Igus drylin n-type linear slider. They're fantastically cheap (compared to ball-bearing tracks and carriages), and the company seems to have great customer service (they sent the 6 specified track lengths and carriages for free when I asked for a sample, shipped it in 3 days, and were very helpful and understanding on the phone). The slider carriages have minimal friction (being made from their proprietary iglide material, which i think is Delrin) and have replaceable glide pads (although replacing the entire carriage at 5 dollars seems like a fairly cheap option too). I'm so pleased with the result that I'll be replacing the z stage roller bearing slider with two Igus sliders, which will save me 20 dollars in bearings and reduce the amount of machining time and effort required. Hopefully I can show that in the next post. Oh and the extruder bolts onto an aluminum angle, which itself bolts through those two open holes in the image. I'm anticipating that this will allow for easy installation and modification.
Well that's it for now. Aside from the timing belts and pulleys (which we're still having trouble sourcing), the x and y stages are complete. Hopefully by next week I'll have most of the z stage completed.
till next time (or week?),
Eric
-WatRapter team co-lead
The machine shop was inexplicably closed two weeks ago, so we only had one day to machine anything. However there is some progress to show at least:
 Here you can.... oh wait you can't really see anything changed in this picture. Oops. Oh well. You at least get to see the moose plushie my mom plopped on top of the stage (I wonder if that could be a selling point -"strong enough to support a moose").
Here you can.... oh wait you can't really see anything changed in this picture. Oops. Oh well. You at least get to see the moose plushie my mom plopped on top of the stage (I wonder if that could be a selling point -"strong enough to support a moose").Distinctly Canadian eh? All we need now is maple syrup and a hockey stick.
 In this picture you can see the whole "binding" bearing arrangment I discussed in my last post (that may have been confusing without a picture). As the image shows, the bearings clamp both sides of a single aluminum angle, ensuring that x stage will always travel straight. The opposite side of the x stage has no side bearings so there's no chance of accidental binding or rough spots.
In this picture you can see the whole "binding" bearing arrangment I discussed in my last post (that may have been confusing without a picture). As the image shows, the bearings clamp both sides of a single aluminum angle, ensuring that x stage will always travel straight. The opposite side of the x stage has no side bearings so there's no chance of accidental binding or rough spots. In this picture you can see the replacement for the y stage teflon slider that I envisioned. Turns out -as Kal our machinist friend mentioned- Teflon is a very soft, "finicky mistress". The current solution is actually an Igus drylin n-type linear slider. They're fantastically cheap (compared to ball-bearing tracks and carriages), and the company seems to have great customer service (they sent the 6 specified track lengths and carriages for free when I asked for a sample, shipped it in 3 days, and were very helpful and understanding on the phone). The slider carriages have minimal friction (being made from their proprietary iglide material, which i think is Delrin) and have replaceable glide pads (although replacing the entire carriage at 5 dollars seems like a fairly cheap option too). I'm so pleased with the result that I'll be replacing the z stage roller bearing slider with two Igus sliders, which will save me 20 dollars in bearings and reduce the amount of machining time and effort required. Hopefully I can show that in the next post. Oh and the extruder bolts onto an aluminum angle, which itself bolts through those two open holes in the image. I'm anticipating that this will allow for easy installation and modification.
In this picture you can see the replacement for the y stage teflon slider that I envisioned. Turns out -as Kal our machinist friend mentioned- Teflon is a very soft, "finicky mistress". The current solution is actually an Igus drylin n-type linear slider. They're fantastically cheap (compared to ball-bearing tracks and carriages), and the company seems to have great customer service (they sent the 6 specified track lengths and carriages for free when I asked for a sample, shipped it in 3 days, and were very helpful and understanding on the phone). The slider carriages have minimal friction (being made from their proprietary iglide material, which i think is Delrin) and have replaceable glide pads (although replacing the entire carriage at 5 dollars seems like a fairly cheap option too). I'm so pleased with the result that I'll be replacing the z stage roller bearing slider with two Igus sliders, which will save me 20 dollars in bearings and reduce the amount of machining time and effort required. Hopefully I can show that in the next post. Oh and the extruder bolts onto an aluminum angle, which itself bolts through those two open holes in the image. I'm anticipating that this will allow for easy installation and modification.Well that's it for now. Aside from the timing belts and pulleys (which we're still having trouble sourcing), the x and y stages are complete. Hopefully by next week I'll have most of the z stage completed.
till next time (or week?),
Eric
-WatRapter team co-lead
Tuesday, October 26, 2010
WatRap Extruder
Since my last post, there's been huge advancements in building a reliable extruder. After reading up on articles regarding it, I decided to scrap the current design and start anew for several reasons:
1. Long Heat Zone: Dimensions of the welding tip forces at least an inch-long heat zone (likely longer because the tip is connected to an aluminum rod). This will probably cause blockage.
2. Tapping Issues: As it turns out, you need to drill an inch in order to tap 1/4".
3. Cooling Issues: Although there are some successful PTFE-less extruders out there, relying on passively-cooled aluminum fins sounds unreliable, unless they were force cooled (which we want to avoid to keep the system simple).
Here are some design decisions chosen by comparing what's out there:
1. Power Resistor as Heating Element
What's Out There: Insulated nichrome wire (Makerbot Extruder MK4), power resistor(Makerbot Extruder MK5, Nophead's extruder)
Why Power Resistor?:
- Easier to Obtain: We've looked everywhere. There are plenty of uninsulated nichrome out there, but it's pretty much impossible to find one that's insulated (at least here in Canada).
- More Reliable: When I was assembling the Makerbot extruder hot end MK4, I spent some time trying to cut the wire to the right length as multimeters tend to act finicky when measuring resistance of a thin wire. On the other hand, all you need to do with resistors is just pick one up with the right value.
- Better Maintainability: Wrapping the nichrome wire was tedious enough. The whole "unwrap the old wire, cut a new one to the right resistance, and wrap it" sounds even more tedious, especially compared to "pull the old out and put the new one in."
MK5 heats up slowly, as its thermal footprint is larger, and power resistors can't wrap around the heater barrel like nichrome wires can. However, MK5 heater block is made out of stainless steel, while we're planning to build ours with aluminum. Aluminum has a thermal conductivity that's 15 times greater than stainless steel, meaning it'll heat up fast. Yes, it also means it'll lose heat fast too, but we're hoping to nullify that issue with thorough insulation.
2. Thermocouple as Temperature Sensor
What's Out There: Thermistor(Most of DIY 3DPs out there), thermocouple (RepRap Themocouple Sensor 1.0)
Why Thermocouple?:
Less (or none at all?) Calibration Required: Sure, thermistor's easier to get, has a faster response rate, and doesn't require an interface IC, but it needs to be calibrated before it can properly measure temperature. To calibrate, you need... a thermocouple.
We don't know how a slow response time, and gradual drift of the measurement would affect reliability, but for now, calibration-free aspect of using thermocouple sounds too attractive to ignore (Provided we can obtain thermocouple wire, that is.).
3. Bowden Extruder
What's out there: Vanilla, everything-in-one-place extruder (Most of DIY 3DPs out there), Bowden Extruder (Erik's Bowden Extruder)
Why Bowden Extruder?:
- Larger Build Envelope: Our XY Stage carries the extruder, not the build stage (to maximize the build volume). Therefore, volume of the extruder is a major factor in determining the build volume. Incorporating the Bowden extruder drastically reduces the volume of the extruder (attached to the XY stage, that is).
- Less Intertia: Letting the XY stage carry less mass should bring up the speed at which we can print without stppers skipping steps.
- Relaxed Size Constraint for the Extruder Driver: Before this design revision, we were planning to use the worm gear driver for its footprint; however, as nophead pointed out in his blog post, it's not very efficient. Now that the extruder driver is out of the XY carriage, we can consider using other driving mechanisms.
However, use of Bowden Extruder introduces some feed delay between the hot end and the feed driver; consequently, NEMA 17 (Spur) geared extruder is used for more precise control.
Other design decisions include:
1. Aluminum / Stainless Steel Hot End Assembly: Since stainless steel has a lower thermal conductivity, it's used for the heater barrel. We bought a 3/8 threaded rod from Home Depot. Heater block and nozzle are still made from aluminum to ensure high thermal conductivity.
2. Custom Built Nozzle: For our new design, using a welding tip just doesn't cut it. Since we've found a good source for 0.5mm drills in Toronto, we decided to make a new nozzle. If there's one thing we're not short of, it's the machine shop access.
3. Bowden Tube Right to the Heat Zone: Since we're ordering PTFE tube for the Bowden extruder, we've decided to double its use as an insulation by putting the tube right above the heater core. This will help shortening the heat zone.
4. PTFE / Kapton Insulation of the Heater Block: Since we have a large amount of leftover PTFE sheet after making the XY stage slider, we've decided to use them to insulate the heater block. It also shields the nozzle from extruded ABS (We've had our share of problems with that).
Yep, our extruder is going to look a lot different (and hopefully more reliable). I'll share the new CAD files of the extruder next time (for real this time!).
Until then,
David Shin
WatRapter Co-Lead
Monday, October 25, 2010
It's hard to keep a straight face
As funny (or punny) as the title sounds, I'm being serious. I always wondered why machines that involved keeping something straight with two tracks always had one track with play/tolerance. It makes a lot more sense to me now.
After spending a (well looking back, not so much) fruitless day of machining on Saturday to try and fix up the angle frame to get it straight so my x stage had no play, I was discouraged and quite frustrated with the process (you try successfully redrilling a countersunk hole without making the entire bolt assembly loose). I felt I wouldnt be able to get the frame properly straight, and all my wonderful visions of having a working 3d printer seemed so much farther away (have I mentioned we haven't even gotten the cartesian system done yet)? It was a little depressing for me, but then again I often find that I get discouraged too easily.
In either case we were left with an x stage that had too much play that would affect the positioning. I spent the rest of the day and most of today thinking about ways to deal with it (including cursing myself for drilling the holes on a drill press, dealing with countersinks, and the like). We considered covering up the countersunk holes with a bolt and washer assembly to remove their self-aligning nature but a quick test found that the three bolts coming together on each corner of the frame meant the bolt head had to be thinner than any bolt head known to man. What's worse was that looking at the top of the bolted frame I found there was no gaps between the horizontal and vertical members of the aluminum frame. If anything the frame members weren't poorly drilled, they weren't exactly (and I mean exactly) the right lengths.
Wait a minute. right lengths. Right angles. Aluminum angles.
Then it struck me. Why should I rely on horizontal alignment using something as finicky as two parallel tracks (or similary two rods with linear bearings on them)? Even the slightest mismatch in the tracks means they'll wobble, or worse bind. Why don't I just use one of the aluminum angles to keep myself horizontally straight? Extruded Aluminum Angle is way more accurate then my fumblings with a mill, so it should be perfect for ensuring something travels straight.
So here's the new plan: I remove the side friction wheels on one side of the x stage and place them on the other side, sandwiching an aluminum angle between two sets of bearings. This means the horizontal alignment of the x stage depends upon the straightness of the aluminum angle (which I think is fairly straight). It also means the frame doesn't have to be precisely square and can be off by a few thousands/hundredths of an inch without wobbling/binding issues. The same approach will be taken with the z stage so that the building platform travels straight up and down and doesn't wobble left and right.
Furthermore the "clamping bearings" will be mounted in slotted holes rather than simple drill holes. This arrrangment (similar to the adjustable tightness idler pulleys in the makerbot) allows me to deal with any uncertainties in the hole location by simple adjusting the position of the clamping bearings. In hindsight I should have applied this principle of "slots, not holes" more vigourously, but hey better late than never. If you're confused about what I'm talking about, don't worry. I'll make it all clear once I construct it and take a photo.
Things are looking brighter than they were yesterday, and I think there were two major design lessons that I learned.
1. stage sliding should not rely on two unparallel tracks to stay straight. Trust me even with a mill/drill press with caliper marked and center-punched holes, the tracks will be unparallel. Well that's probably more a testament to our machining skills, but hey it's hard.
2. Unless your machinery is capable of machining to within 0.00001 inches (okay thats a slight exaggeration, but only slight) or you're willing to pay a professional machinist to do a job 10x better, don't anticipate anything straight enough (you'll get bends/non-90 degree corners). Use slots/slightly larger holes so you can deal with the lack of straightness with the bolting.
Hopefully it works. We'll see next week.
-Eric
After spending a (well looking back, not so much) fruitless day of machining on Saturday to try and fix up the angle frame to get it straight so my x stage had no play, I was discouraged and quite frustrated with the process (you try successfully redrilling a countersunk hole without making the entire bolt assembly loose). I felt I wouldnt be able to get the frame properly straight, and all my wonderful visions of having a working 3d printer seemed so much farther away (have I mentioned we haven't even gotten the cartesian system done yet)? It was a little depressing for me, but then again I often find that I get discouraged too easily.
In either case we were left with an x stage that had too much play that would affect the positioning. I spent the rest of the day and most of today thinking about ways to deal with it (including cursing myself for drilling the holes on a drill press, dealing with countersinks, and the like). We considered covering up the countersunk holes with a bolt and washer assembly to remove their self-aligning nature but a quick test found that the three bolts coming together on each corner of the frame meant the bolt head had to be thinner than any bolt head known to man. What's worse was that looking at the top of the bolted frame I found there was no gaps between the horizontal and vertical members of the aluminum frame. If anything the frame members weren't poorly drilled, they weren't exactly (and I mean exactly) the right lengths.
Wait a minute. right lengths. Right angles. Aluminum angles.
Then it struck me. Why should I rely on horizontal alignment using something as finicky as two parallel tracks (or similary two rods with linear bearings on them)? Even the slightest mismatch in the tracks means they'll wobble, or worse bind. Why don't I just use one of the aluminum angles to keep myself horizontally straight? Extruded Aluminum Angle is way more accurate then my fumblings with a mill, so it should be perfect for ensuring something travels straight.
So here's the new plan: I remove the side friction wheels on one side of the x stage and place them on the other side, sandwiching an aluminum angle between two sets of bearings. This means the horizontal alignment of the x stage depends upon the straightness of the aluminum angle (which I think is fairly straight). It also means the frame doesn't have to be precisely square and can be off by a few thousands/hundredths of an inch without wobbling/binding issues. The same approach will be taken with the z stage so that the building platform travels straight up and down and doesn't wobble left and right.
Furthermore the "clamping bearings" will be mounted in slotted holes rather than simple drill holes. This arrrangment (similar to the adjustable tightness idler pulleys in the makerbot) allows me to deal with any uncertainties in the hole location by simple adjusting the position of the clamping bearings. In hindsight I should have applied this principle of "slots, not holes" more vigourously, but hey better late than never. If you're confused about what I'm talking about, don't worry. I'll make it all clear once I construct it and take a photo.
Things are looking brighter than they were yesterday, and I think there were two major design lessons that I learned.
1. stage sliding should not rely on two unparallel tracks to stay straight. Trust me even with a mill/drill press with caliper marked and center-punched holes, the tracks will be unparallel. Well that's probably more a testament to our machining skills, but hey it's hard.
2. Unless your machinery is capable of machining to within 0.00001 inches (okay thats a slight exaggeration, but only slight) or you're willing to pay a professional machinist to do a job 10x better, don't anticipate anything straight enough (you'll get bends/non-90 degree corners). Use slots/slightly larger holes so you can deal with the lack of straightness with the bolting.
Hopefully it works. We'll see next week.
-Eric
Tuesday, October 12, 2010
More changes, and construction photos!
What's changed? the z stage again.
After spending an hour or so mulling over my design of the z stage, it struck me that the rigidity/levelness of the building platform could be compared (badly) to the three possible motions of a airplane: pitch,roll and yaw. Building a solid build platform and xy stage that didn't wobble required a system that restricted any pitching, rolling or yaw movement. A quick summary of past z stage efforts
four threaded rods - pitch,roll, yaw all unrestricted (skipping of threaded rod caused all three, unstraight threaded rod cause yaw issues and general headache)
bearing design - pitch, yaw restricted (with the bearings pressing on the insides of the aluminum angle frame), roll restricted (nothing stops the platform from tilting side to side)
this revelation put me in a bit of a panic, as I didnt know what the solution could be. But then it came to me. I already use a captive system that prevents pitch yaw and roll -the x stage and its rollercoaster inspired linear guide.
You might be thinking "gee thats a heck of a lotta bearings", and you'd be right. In fact the total used in the printer is now equal to 20 (not as many as Mendel's 32, but still quite a hefty number). With each bearing costing 2 bucks, that's an additional 40 bucks worth of bearings (and they're from a surplus store, so the actual cost might be higher).
You may also think sticking with a teflon slider like the y stage would be a better option. And it might. But ball bearings are much more forgiving then teflon sliders (at least in my opinion in this early "prototyping" stage) in cantilevered systems such as the y and x axis. So until we get more people and money to test these options -which we will look for once our prototype works, reusing the ball bearing idea seems to be a safe bet.
Enough with the chit chat, lets see some model pictures and some photos of the actual metal bot.
 The machine and its progress so far. Looks rather simple for now I know. The aluminum angle frame was unfortunately drilled on a drill press, which means there are a lot of parts that aren't straight and square. It's so bad that the frame doesn't even sit level on the ground (I think it has to partially do with the fact that i force bolted the pieces together, causing them to bend ever so slightly). The piece halfway down the machine with the lettering is the clear polycarbonate plastic bottom platform with the protective cover on it.
The machine and its progress so far. Looks rather simple for now I know. The aluminum angle frame was unfortunately drilled on a drill press, which means there are a lot of parts that aren't straight and square. It's so bad that the frame doesn't even sit level on the ground (I think it has to partially do with the fact that i force bolted the pieces together, causing them to bend ever so slightly). The piece halfway down the machine with the lettering is the clear polycarbonate plastic bottom platform with the protective cover on it.
 A closeup of the countersunk bolting arrangement on the angle frame. You can already see some of the gaps in the junctions of the frame pieces. I'm planning on re-drilling the holes on a milling machine next week in order to fix the bent frame issue.
A closeup of the countersunk bolting arrangement on the angle frame. You can already see some of the gaps in the junctions of the frame pieces. I'm planning on re-drilling the holes on a milling machine next week in order to fix the bent frame issue.
 A closeup of the x stage rollercoaster-inspired bearing and the attached y stage drive motor. The orange strips are kapton tape -their smoothness makes the sliding motion a lot quieter. The amount of trouble needed to secure the motor to the y stage has made me renounce locknuts for future versions, and instead embrace lockwashers and standard nutes (like that used on the angle frame).
A closeup of the x stage rollercoaster-inspired bearing and the attached y stage drive motor. The orange strips are kapton tape -their smoothness makes the sliding motion a lot quieter. The amount of trouble needed to secure the motor to the y stage has made me renounce locknuts for future versions, and instead embrace lockwashers and standard nutes (like that used on the angle frame).

A closeup of the underfriction wheel and side friction wheel, as well as the homemade pulley idler using a standard ball bearing with flanges made from washers. It works fairly well, and reduces the cost of having to purchase specialized idler timing pulleys.
That's everything for now.
-Eric
After spending an hour or so mulling over my design of the z stage, it struck me that the rigidity/levelness of the building platform could be compared (badly) to the three possible motions of a airplane: pitch,roll and yaw. Building a solid build platform and xy stage that didn't wobble required a system that restricted any pitching, rolling or yaw movement. A quick summary of past z stage efforts
four threaded rods - pitch,roll, yaw all unrestricted (skipping of threaded rod caused all three, unstraight threaded rod cause yaw issues and general headache)
bearing design - pitch, yaw restricted (with the bearings pressing on the insides of the aluminum angle frame), roll restricted (nothing stops the platform from tilting side to side)
this revelation put me in a bit of a panic, as I didnt know what the solution could be. But then it came to me. I already use a captive system that prevents pitch yaw and roll -the x stage and its rollercoaster inspired linear guide.
You might be thinking "gee thats a heck of a lotta bearings", and you'd be right. In fact the total used in the printer is now equal to 20 (not as many as Mendel's 32, but still quite a hefty number). With each bearing costing 2 bucks, that's an additional 40 bucks worth of bearings (and they're from a surplus store, so the actual cost might be higher).
You may also think sticking with a teflon slider like the y stage would be a better option. And it might. But ball bearings are much more forgiving then teflon sliders (at least in my opinion in this early "prototyping" stage) in cantilevered systems such as the y and x axis. So until we get more people and money to test these options -which we will look for once our prototype works, reusing the ball bearing idea seems to be a safe bet.
Enough with the chit chat, lets see some model pictures and some photos of the actual metal bot.
 The machine and its progress so far. Looks rather simple for now I know. The aluminum angle frame was unfortunately drilled on a drill press, which means there are a lot of parts that aren't straight and square. It's so bad that the frame doesn't even sit level on the ground (I think it has to partially do with the fact that i force bolted the pieces together, causing them to bend ever so slightly). The piece halfway down the machine with the lettering is the clear polycarbonate plastic bottom platform with the protective cover on it.
The machine and its progress so far. Looks rather simple for now I know. The aluminum angle frame was unfortunately drilled on a drill press, which means there are a lot of parts that aren't straight and square. It's so bad that the frame doesn't even sit level on the ground (I think it has to partially do with the fact that i force bolted the pieces together, causing them to bend ever so slightly). The piece halfway down the machine with the lettering is the clear polycarbonate plastic bottom platform with the protective cover on it. A closeup of the countersunk bolting arrangement on the angle frame. You can already see some of the gaps in the junctions of the frame pieces. I'm planning on re-drilling the holes on a milling machine next week in order to fix the bent frame issue.
A closeup of the countersunk bolting arrangement on the angle frame. You can already see some of the gaps in the junctions of the frame pieces. I'm planning on re-drilling the holes on a milling machine next week in order to fix the bent frame issue. A closeup of the x stage rollercoaster-inspired bearing and the attached y stage drive motor. The orange strips are kapton tape -their smoothness makes the sliding motion a lot quieter. The amount of trouble needed to secure the motor to the y stage has made me renounce locknuts for future versions, and instead embrace lockwashers and standard nutes (like that used on the angle frame).
A closeup of the x stage rollercoaster-inspired bearing and the attached y stage drive motor. The orange strips are kapton tape -their smoothness makes the sliding motion a lot quieter. The amount of trouble needed to secure the motor to the y stage has made me renounce locknuts for future versions, and instead embrace lockwashers and standard nutes (like that used on the angle frame).
A closeup of the underfriction wheel and side friction wheel, as well as the homemade pulley idler using a standard ball bearing with flanges made from washers. It works fairly well, and reduces the cost of having to purchase specialized idler timing pulleys.
That's everything for now.
-Eric
Monday, October 4, 2010
Change is in the air
In my last post I talked about the change in linear bearing design from rods and bushings to captured Teflon sheets. Well once again the linear bearing design took a major turn, along with some other aspects of the machine.
The first design aspect that changed was the z stage. I read a lot on reprap/makerbot forums about the challenge people had with the four threaded rod stage support. Jams, nut binding, lack of torque and crooked threaded rods seemed pretty prevalent among owners/builders, who were now switching over to a cantilever stage support design (see bothacker, Makerbot's new thing-o-matic, commercial FDM printers, etc.). This switch to a cantilevered design made more sense the more I thought about it. Having four threaded rods like RepRap's Darwin or Makerbot's Cupcake had greater costs -extra threaded rod, extra timing pulley and belt that has to be shipped from the states, extra bearings, etc.- compared to the cantilevered concept. Furthermore minimizing the threaded rod number meant the space at the top of the machine reserved for the captive bearings were now free, meaning the y stage could travel an additional 1/2 inch (from 6 to 6.5). This in turn increases our build area and gives the overall machine a bigger "bang for its buck" (ie. ratio of build area to machine footprint). You can see this by comparing the image in my last post with the image above.
Having four threaded rods like RepRap's Darwin or Makerbot's Cupcake had greater costs -extra threaded rod, extra timing pulley and belt that has to be shipped from the states, extra bearings, etc.- compared to the cantilevered concept. Furthermore minimizing the threaded rod number meant the space at the top of the machine reserved for the captive bearings were now free, meaning the y stage could travel an additional 1/2 inch (from 6 to 6.5). This in turn increases our build area and gives the overall machine a bigger "bang for its buck" (ie. ratio of build area to machine footprint). You can see this by comparing the image in my last post with the image above.
For all its benefits, there was one danger I saw with using a cantilever z stage: the large overhang. The weight of the build platform would produce a moment that would have to be counteracted by the captive nut of the threaded rod (the only thing holding it up), increasing the chance of a bind and putting strain on the threaded rod. Most designs solve this by having nearby guide rods and linear bearings/bushings that take the bending force of the platform. The problem with that was the need for linear bearings, which cost in excess of 60 dollars apiece (at least in Canada) and are difficult to mount (unless you buy ones with mounting plates which tacks on another 40 dollars). They're also impossible to find at normal walk-in stores unless you're willing to go the ebay route (which isn't suitable as a long term supplier). Anyone out there that knows of a good Canadian supplier of cheap linear bearings (or linear guides), feel free to let us know in the comments section.
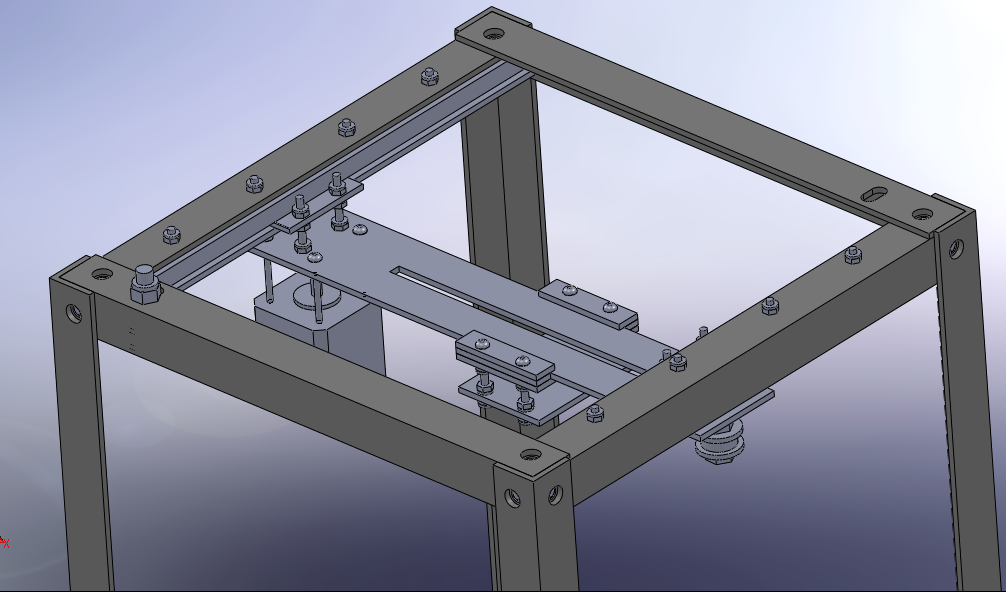
 For the Rapter, I thought of using something else that was easier to find -ball bearings. Given that I had already purchased the ball bearings for the four-threaded rod idea, I thought reusing them to act as cam followers (ie. freewheeling guide wheels) would be a good idea. The result is the image to the left. The bearings run along the inside of the aluminum angle frame and are themselves supported by an aluminum angle structure. The positioning of the bearings (two at the back near the threaded rod, one at the front) serves to keep the build platform level and prevent any tilting. The weight of the build platform (which will be aluminum) will try and make the platform tilt forward -a counterclockwise moment in the image. To counteract that moment, the lower set of bearings on the right of the image rest against the aluminum frame and push back against the tilt. Rotation is prevented by the outboard bearings in the left of the image -any attempt to rotate will force one bearing into the frame. An additional benefit to this arrangement is the ability to space the actual heated bed from the z stage moving segment -allowing the bed to expand without binding the stage. Whether or not this works in practice, we'll have to see when its constructed.
For the Rapter, I thought of using something else that was easier to find -ball bearings. Given that I had already purchased the ball bearings for the four-threaded rod idea, I thought reusing them to act as cam followers (ie. freewheeling guide wheels) would be a good idea. The result is the image to the left. The bearings run along the inside of the aluminum angle frame and are themselves supported by an aluminum angle structure. The positioning of the bearings (two at the back near the threaded rod, one at the front) serves to keep the build platform level and prevent any tilting. The weight of the build platform (which will be aluminum) will try and make the platform tilt forward -a counterclockwise moment in the image. To counteract that moment, the lower set of bearings on the right of the image rest against the aluminum frame and push back against the tilt. Rotation is prevented by the outboard bearings in the left of the image -any attempt to rotate will force one bearing into the frame. An additional benefit to this arrangement is the ability to space the actual heated bed from the z stage moving segment -allowing the bed to expand without binding the stage. Whether or not this works in practice, we'll have to see when its constructed.
The second design aspect changed was the x stage bearing. After a few days of modelling the teflon x stage, I began feeling a little suspicious of the possibility of binding. My suspicion was confirmed when a colleague at my co-op workplace mentioned a 2:1 rule: When applying a force that isn't at the center of the piece (which is what I'm doing for the x stage with the timing belt and pulley off to one side) the length of your sliding contact must be at least half the distance from the force point to the contact point, otherwise there's a large possibility of binding. This made sense given that any force offset from the middle of the sliding piece would produce a couple moment which will try and rotate the stage instead of pulling it. Simply put, my teflon sliding contacts had a big possibility to jam, and I wasn't interested in trying to deal with that on our first prototype model.
The solution? More ball bearings.
 The image to the right shows the latest design of the x stage linear bearing. Rather than using rods and bushings/bearings (which are expensive and awkward to mount), commercial linear slides (which are easy to mount but also prohibitively expensive) or teflon sliders (which are susceptible to binding), I opted to use a bunch of bearings I found at the nearby surplus store (long term suppliers shouldn't be difficult to find) to form a linear bearing similar to rollercoaster wheel assemblies (traction wheels, side friction wheels and underfriction wheels). A rendering can be seen above, and a picture of a machined roller assembly is below:
The image to the right shows the latest design of the x stage linear bearing. Rather than using rods and bushings/bearings (which are expensive and awkward to mount), commercial linear slides (which are easy to mount but also prohibitively expensive) or teflon sliders (which are susceptible to binding), I opted to use a bunch of bearings I found at the nearby surplus store (long term suppliers shouldn't be difficult to find) to form a linear bearing similar to rollercoaster wheel assemblies (traction wheels, side friction wheels and underfriction wheels). A rendering can be seen above, and a picture of a machined roller assembly is below:
.jpg) It should be noted that just cutting that aluminum angle to size and drilling and tapping the holes fairly accurately to make two roller assemblies required about 4 hours in the machine shop -even with digital readout milling machines and a machinist on hand to assist and guide. If anything that shows just how time-consuming it is to machine something correctly. Fortunately the assemblies fit rather nicely on the aluminum angle (a small gap with the underfriction wheel, but nothing that can't be fixed by simple layering of tape or another material), and operate fairly quietly when the angle surface is covered with a layer of super-smooth kapton tape (scotch tape hasn't been tried yet, but I think it will work just as well, in addition to being cheaper and not adding an odd orange colour to the frame =P ).
It should be noted that just cutting that aluminum angle to size and drilling and tapping the holes fairly accurately to make two roller assemblies required about 4 hours in the machine shop -even with digital readout milling machines and a machinist on hand to assist and guide. If anything that shows just how time-consuming it is to machine something correctly. Fortunately the assemblies fit rather nicely on the aluminum angle (a small gap with the underfriction wheel, but nothing that can't be fixed by simple layering of tape or another material), and operate fairly quietly when the angle surface is covered with a layer of super-smooth kapton tape (scotch tape hasn't been tried yet, but I think it will work just as well, in addition to being cheaper and not adding an odd orange colour to the frame =P ).
The third and final change to the design has been the shifting of the x stage motor and idler pulley just beyond the confines of the aluminum angle. Looking at the machine straight on, the x stage will now jut out over the sides about 3/4 an inch on either side. Although this will affect the "clean contained cut" look of the original design, it gives us more y stage travel. We now have a little over 8 inches of x travel. close to 8 inches of y travel, and around 12 inches of z travel (assuming the extruder ends at the height of the bottom of the x stage motor). That's a theoretical build area about 4 times that of the latest makebot "thing-o-matic" and is comparable with the RepRap models, though at 1/4 the footprint of Darwin and 1/2 the footprint of Mendel. Hopefully we can keep that build area advantage.
Anyways, that covers everything on the cartesian frame side. The y stage will still use teflon sliders, as the force is applied in the middle and the lenght of contact is more than half the carriage length. We'll see how it works when we test it.
till next time,
Eric
The first design aspect that changed was the z stage. I read a lot on reprap/makerbot forums about the challenge people had with the four threaded rod stage support. Jams, nut binding, lack of torque and crooked threaded rods seemed pretty prevalent among owners/builders, who were now switching over to a cantilever stage support design (see bothacker, Makerbot's new thing-o-matic, commercial FDM printers, etc.). This switch to a cantilevered design made more sense the more I thought about it.
{kind=link}
 Having four threaded rods like RepRap's Darwin or Makerbot's Cupcake had greater costs -extra threaded rod, extra timing pulley and belt that has to be shipped from the states, extra bearings, etc.- compared to the cantilevered concept. Furthermore minimizing the threaded rod number meant the space at the top of the machine reserved for the captive bearings were now free, meaning the y stage could travel an additional 1/2 inch (from 6 to 6.5). This in turn increases our build area and gives the overall machine a bigger "bang for its buck" (ie. ratio of build area to machine footprint). You can see this by comparing the image in my last post with the image above.
Having four threaded rods like RepRap's Darwin or Makerbot's Cupcake had greater costs -extra threaded rod, extra timing pulley and belt that has to be shipped from the states, extra bearings, etc.- compared to the cantilevered concept. Furthermore minimizing the threaded rod number meant the space at the top of the machine reserved for the captive bearings were now free, meaning the y stage could travel an additional 1/2 inch (from 6 to 6.5). This in turn increases our build area and gives the overall machine a bigger "bang for its buck" (ie. ratio of build area to machine footprint). You can see this by comparing the image in my last post with the image above.For all its benefits, there was one danger I saw with using a cantilever z stage: the large overhang. The weight of the build platform would produce a moment that would have to be counteracted by the captive nut of the threaded rod (the only thing holding it up), increasing the chance of a bind and putting strain on the threaded rod. Most designs solve this by having nearby guide rods and linear bearings/bushings that take the bending force of the platform. The problem with that was the need for linear bearings, which cost in excess of 60 dollars apiece (at least in Canada) and are difficult to mount (unless you buy ones with mounting plates which tacks on another 40 dollars). They're also impossible to find at normal walk-in stores unless you're willing to go the ebay route (which isn't suitable as a long term supplier). Anyone out there that knows of a good Canadian supplier of cheap linear bearings (or linear guides), feel free to let us know in the comments section.
 For the Rapter, I thought of using something else that was easier to find -ball bearings. Given that I had already purchased the ball bearings for the four-threaded rod idea, I thought reusing them to act as cam followers (ie. freewheeling guide wheels) would be a good idea. The result is the image to the left. The bearings run along the inside of the aluminum angle frame and are themselves supported by an aluminum angle structure. The positioning of the bearings (two at the back near the threaded rod, one at the front) serves to keep the build platform level and prevent any tilting. The weight of the build platform (which will be aluminum) will try and make the platform tilt forward -a counterclockwise moment in the image. To counteract that moment, the lower set of bearings on the right of the image rest against the aluminum frame and push back against the tilt. Rotation is prevented by the outboard bearings in the left of the image -any attempt to rotate will force one bearing into the frame. An additional benefit to this arrangement is the ability to space the actual heated bed from the z stage moving segment -allowing the bed to expand without binding the stage. Whether or not this works in practice, we'll have to see when its constructed.
For the Rapter, I thought of using something else that was easier to find -ball bearings. Given that I had already purchased the ball bearings for the four-threaded rod idea, I thought reusing them to act as cam followers (ie. freewheeling guide wheels) would be a good idea. The result is the image to the left. The bearings run along the inside of the aluminum angle frame and are themselves supported by an aluminum angle structure. The positioning of the bearings (two at the back near the threaded rod, one at the front) serves to keep the build platform level and prevent any tilting. The weight of the build platform (which will be aluminum) will try and make the platform tilt forward -a counterclockwise moment in the image. To counteract that moment, the lower set of bearings on the right of the image rest against the aluminum frame and push back against the tilt. Rotation is prevented by the outboard bearings in the left of the image -any attempt to rotate will force one bearing into the frame. An additional benefit to this arrangement is the ability to space the actual heated bed from the z stage moving segment -allowing the bed to expand without binding the stage. Whether or not this works in practice, we'll have to see when its constructed.The second design aspect changed was the x stage bearing. After a few days of modelling the teflon x stage, I began feeling a little suspicious of the possibility of binding. My suspicion was confirmed when a colleague at my co-op workplace mentioned a 2:1 rule: When applying a force that isn't at the center of the piece (which is what I'm doing for the x stage with the timing belt and pulley off to one side) the length of your sliding contact must be at least half the distance from the force point to the contact point, otherwise there's a large possibility of binding. This made sense given that any force offset from the middle of the sliding piece would produce a couple moment which will try and rotate the stage instead of pulling it. Simply put, my teflon sliding contacts had a big possibility to jam, and I wasn't interested in trying to deal with that on our first prototype model.
The solution? More ball bearings.
 The image to the right shows the latest design of the x stage linear bearing. Rather than using rods and bushings/bearings (which are expensive and awkward to mount), commercial linear slides (which are easy to mount but also prohibitively expensive) or teflon sliders (which are susceptible to binding), I opted to use a bunch of bearings I found at the nearby surplus store (long term suppliers shouldn't be difficult to find) to form a linear bearing similar to rollercoaster wheel assemblies (traction wheels, side friction wheels and underfriction wheels). A rendering can be seen above, and a picture of a machined roller assembly is below:
The image to the right shows the latest design of the x stage linear bearing. Rather than using rods and bushings/bearings (which are expensive and awkward to mount), commercial linear slides (which are easy to mount but also prohibitively expensive) or teflon sliders (which are susceptible to binding), I opted to use a bunch of bearings I found at the nearby surplus store (long term suppliers shouldn't be difficult to find) to form a linear bearing similar to rollercoaster wheel assemblies (traction wheels, side friction wheels and underfriction wheels). A rendering can be seen above, and a picture of a machined roller assembly is below:.jpg) It should be noted that just cutting that aluminum angle to size and drilling and tapping the holes fairly accurately to make two roller assemblies required about 4 hours in the machine shop -even with digital readout milling machines and a machinist on hand to assist and guide. If anything that shows just how time-consuming it is to machine something correctly. Fortunately the assemblies fit rather nicely on the aluminum angle (a small gap with the underfriction wheel, but nothing that can't be fixed by simple layering of tape or another material), and operate fairly quietly when the angle surface is covered with a layer of super-smooth kapton tape (scotch tape hasn't been tried yet, but I think it will work just as well, in addition to being cheaper and not adding an odd orange colour to the frame =P ).
It should be noted that just cutting that aluminum angle to size and drilling and tapping the holes fairly accurately to make two roller assemblies required about 4 hours in the machine shop -even with digital readout milling machines and a machinist on hand to assist and guide. If anything that shows just how time-consuming it is to machine something correctly. Fortunately the assemblies fit rather nicely on the aluminum angle (a small gap with the underfriction wheel, but nothing that can't be fixed by simple layering of tape or another material), and operate fairly quietly when the angle surface is covered with a layer of super-smooth kapton tape (scotch tape hasn't been tried yet, but I think it will work just as well, in addition to being cheaper and not adding an odd orange colour to the frame =P ).The third and final change to the design has been the shifting of the x stage motor and idler pulley just beyond the confines of the aluminum angle. Looking at the machine straight on, the x stage will now jut out over the sides about 3/4 an inch on either side. Although this will affect the "clean contained cut" look of the original design, it gives us more y stage travel. We now have a little over 8 inches of x travel. close to 8 inches of y travel, and around 12 inches of z travel (assuming the extruder ends at the height of the bottom of the x stage motor). That's a theoretical build area about 4 times that of the latest makebot "thing-o-matic" and is comparable with the RepRap models, though at 1/4 the footprint of Darwin and 1/2 the footprint of Mendel. Hopefully we can keep that build area advantage.
Anyways, that covers everything on the cartesian frame side. The y stage will still use teflon sliders, as the force is applied in the middle and the lenght of contact is more than half the carriage length. We'll see how it works when we test it.
till next time,
Eric
Tuesday, September 7, 2010
it's been a while....
Well it's been a while. With exams, end of the term, start of work, etc., there hasn't been a lot of time to spend updating this blog.....
Ah who am I kidding. We don't really have a good excuse for not posting an update. Sorry.
as for stuff done, sadly there's been a little bit of progress, but not much. We've got part of the CAD model for the done, and more research on the extruder. David will talk about the extruder research in the next post.
As always, finding cheap local suppliers that have what you're looking for isn't very easy. Thanks both to Tina and Devon for the supplier suggestions. Both look like good choices (I've ordered a teflon sheet from fastenal, and I'll be checking ultimachine to see if anything they have can work).
The CAD model pictures:
 overall shot of the whats been modeled so far (as you can see, not too much). The aluminum angle frame (which has already been constructed) is the box frame structure to which everything bolts to. Following both bothacker and makerbot layouts, the bottom empty space is reserved for all the microcontrollers, relay boards, power supply, etc. The second level (the grey slab 1/3 up the image) is a 1/2" sheet of lexan plastic, and its where the motors and idler pulleys for the z axis will be located. You can see the x stage motor at the top right of the image.
overall shot of the whats been modeled so far (as you can see, not too much). The aluminum angle frame (which has already been constructed) is the box frame structure to which everything bolts to. Following both bothacker and makerbot layouts, the bottom empty space is reserved for all the microcontrollers, relay boards, power supply, etc. The second level (the grey slab 1/3 up the image) is a 1/2" sheet of lexan plastic, and its where the motors and idler pulleys for the z axis will be located. You can see the x stage motor at the top right of the image.
 here's a closeup of the upper part of the frame, with the x stage rods and z axis bearing supports visible in the image. Originally I was thinking of using a simple groove in the lexan bearing holder (that thick grey block in the image beside the rods) as a guide for a teflon slider, but i discarded that idea for fear of any binding issues, especailly with the timing belt positoned on one side of the stage and not in the middle. Maybe future versions that use more precise machining would be able to incorporate such a simpler design in the future.
here's a closeup of the upper part of the frame, with the x stage rods and z axis bearing supports visible in the image. Originally I was thinking of using a simple groove in the lexan bearing holder (that thick grey block in the image beside the rods) as a guide for a teflon slider, but i discarded that idea for fear of any binding issues, especailly with the timing belt positoned on one side of the stage and not in the middle. Maybe future versions that use more precise machining would be able to incorporate such a simpler design in the future.

closeup of the z axis rod build platform connection. You can see that the nut isn't bonded or bolted directly to the build platform (which is made from aluminum and will hopefully be heated). This will hopefully take care of any wobbles in the z stage axis and the minimal expanding of the build plate during heating while maintaining the same z position. Thanks to our machinist friend Kal Sobel for the idea.
That's it so far in terms of the cartesian stage of the build. Hopefully next time it'll be a more complete CAD model and we can show you what it looks like all built up and shiny.
Till next time,
Eric
Ah who am I kidding. We don't really have a good excuse for not posting an update. Sorry.
as for stuff done, sadly there's been a little bit of progress, but not much. We've got part of the CAD model for the done, and more research on the extruder. David will talk about the extruder research in the next post.
As always, finding cheap local suppliers that have what you're looking for isn't very easy. Thanks both to Tina and Devon for the supplier suggestions. Both look like good choices (I've ordered a teflon sheet from fastenal, and I'll be checking ultimachine to see if anything they have can work).
The CAD model pictures:
 overall shot of the whats been modeled so far (as you can see, not too much). The aluminum angle frame (which has already been constructed) is the box frame structure to which everything bolts to. Following both bothacker and makerbot layouts, the bottom empty space is reserved for all the microcontrollers, relay boards, power supply, etc. The second level (the grey slab 1/3 up the image) is a 1/2" sheet of lexan plastic, and its where the motors and idler pulleys for the z axis will be located. You can see the x stage motor at the top right of the image.
overall shot of the whats been modeled so far (as you can see, not too much). The aluminum angle frame (which has already been constructed) is the box frame structure to which everything bolts to. Following both bothacker and makerbot layouts, the bottom empty space is reserved for all the microcontrollers, relay boards, power supply, etc. The second level (the grey slab 1/3 up the image) is a 1/2" sheet of lexan plastic, and its where the motors and idler pulleys for the z axis will be located. You can see the x stage motor at the top right of the image. here's a closeup of the upper part of the frame, with the x stage rods and z axis bearing supports visible in the image. Originally I was thinking of using a simple groove in the lexan bearing holder (that thick grey block in the image beside the rods) as a guide for a teflon slider, but i discarded that idea for fear of any binding issues, especailly with the timing belt positoned on one side of the stage and not in the middle. Maybe future versions that use more precise machining would be able to incorporate such a simpler design in the future.
here's a closeup of the upper part of the frame, with the x stage rods and z axis bearing supports visible in the image. Originally I was thinking of using a simple groove in the lexan bearing holder (that thick grey block in the image beside the rods) as a guide for a teflon slider, but i discarded that idea for fear of any binding issues, especailly with the timing belt positoned on one side of the stage and not in the middle. Maybe future versions that use more precise machining would be able to incorporate such a simpler design in the future.
closeup of the z axis rod build platform connection. You can see that the nut isn't bonded or bolted directly to the build platform (which is made from aluminum and will hopefully be heated). This will hopefully take care of any wobbles in the z stage axis and the minimal expanding of the build plate during heating while maintaining the same z position. Thanks to our machinist friend Kal Sobel for the idea.
That's it so far in terms of the cartesian stage of the build. Hopefully next time it'll be a more complete CAD model and we can show you what it looks like all built up and shiny.
Till next time,
Eric
Thursday, July 22, 2010
A Quick Update
It's almost August. For us here at Waterloo, that means final exams are approaching fast. That doesn't mean we didn't get anything done, though; because we won't have an easy access to a machine shop during our co-op term (We've been trying to locate a machine shop in Toronto that would let us work to no avail- The only option is to visit Waterloo during weekends.), we started machining components. Here are some photos of what is going to be our extruder nozzle:






The nozzle tip, which actually is a copper welding tip, is purchased at Princess Auto. It has a roughly 0.6mm (0.023") hole in the middle. It's about 6.1mm (3/16") in diameter and 2.4mm (1") long. It also has an M6 thread (6mm-long). Oh, and most importantly, it costs $5.99 for six of these.
The barrel is made with a half-inch think aluminum rod. There's nothing much to say about it, really.
I'm not certain about the heater barrier, tough; PTFE seems to bulge after prolonged use, and PEEK is hard to obtain (at least here in Ontario, Canada). Eric proposed using layers of Kapton tape; I don't know if it'll work out well, but I guess there's only one way to find out.
Well, that's our physical progress so far. There still is a long way to go to get our own 3D printer up and working, but it's pretty exciting to see tangible things coming together. Next time, I'll share some CAD drawings of the feeding mechanism.
Until next time,
David
Watrapter Project Co-Lead
Saturday, July 3, 2010
Materials materials and research
Well its been quite a while since we last posted, but at the same time I think we've managed to accomplish a little bit. As promised, I've included the xyz stage research. There's only a few of them profiled, but it seems that they are the most searched and most well documented 3d printer attempts.
To simplify the project, we decided to focus on construction of the xyz stages at this point while fiddling with the Makerbot extruder, and then turn to the extruder construction after the xyz stage was finished.
We were to begin the CAD model of the Rapter machine, but then it struck us: What's the point of designing the xyz stages if we can't even buy the materials to make them? Hence began the adventure of checking all the hardware stores.
Turns out looking for cheap but reliable materials is about as easy as finding carmen sandiego. It should be noted that Canada (especially here in Kitchener-Waterloo) is not very hobbyist friendly, making the search for simple things like bearings, gears and timing belts a huge pain. Thankfully with some perserverance, we were able to land some materials. Here's a quick summary of the suppliers:
-aluminum frame pieces, threaded rods, some assortment of bearings/bushings: princess auto
-bolts, nuts, fasteners etc.: home depot
-aluminum plate for heated build platform: Metal supermarket
-Polycarbonate for x-y stage: SABIC in Brampton (the Toronto Area distribution center)
Local/cheap suppliers for stepper motors, timing belts, and a better selection of bearings is still in the works (McMaster Carr is somewhat pricey and some of the other sites have ridiculous shipping costs due to them being based in the U.S.). If anyone knows any good locations to get some, please let us know by leaving a comment or sending us an email at wat.rapter(at)gmail.com.
In the next post, I'll share some screenshots of the CAD model of our printer design, as well as the pictures of our frame under construction.
until next time,
Eric
-WatRapter team Co-Lead
To simplify the project, we decided to focus on construction of the xyz stages at this point while fiddling with the Makerbot extruder, and then turn to the extruder construction after the xyz stage was finished.
We were to begin the CAD model of the Rapter machine, but then it struck us: What's the point of designing the xyz stages if we can't even buy the materials to make them? Hence began the adventure of checking all the hardware stores.
Turns out looking for cheap but reliable materials is about as easy as finding carmen sandiego. It should be noted that Canada (especially here in Kitchener-Waterloo) is not very hobbyist friendly, making the search for simple things like bearings, gears and timing belts a huge pain. Thankfully with some perserverance, we were able to land some materials. Here's a quick summary of the suppliers:
-aluminum frame pieces, threaded rods, some assortment of bearings/bushings: princess auto
-bolts, nuts, fasteners etc.: home depot
-aluminum plate for heated build platform: Metal supermarket
-Polycarbonate for x-y stage: SABIC in Brampton (the Toronto Area distribution center)
Local/cheap suppliers for stepper motors, timing belts, and a better selection of bearings is still in the works (McMaster Carr is somewhat pricey and some of the other sites have ridiculous shipping costs due to them being based in the U.S.). If anyone knows any good locations to get some, please let us know by leaving a comment or sending us an email at wat.rapter(at)gmail.com.
In the next post, I'll share some screenshots of the CAD model of our printer design, as well as the pictures of our frame under construction.
until next time,
Eric
-WatRapter team Co-Lead
Friday, July 2, 2010
Extruder Shenanigans
Hey everyone, I'm David Shin, the other co-lead of this project.

Since the last attempt at printing, several problems arose. I wrestled with the Makerbot over Canada day trying to get it to work, but with no luck. For the sake of documentation, here are two major problems we're having as of now:
1) Weird Temperature Spikes
The Makerbot we're lent is from batch 9, which means it uses the 1mm thermistor. and as Eric pointed out in the previous post, that means we have to set the extruder temperature to 240C. However, around 230C, a series of weird spikes occur:

At first, we had no idea what these spikes were. It seemed impossible that the real temperature would just change like that. It also didn't seem like these spikes were caused by the PID feedback loop; after all, the temperature was kept stable at 200C (as shown in the screenshot above).
We spent searching the Makerbot website for several hours to no avail. It seemed like we were the only one with this issue. All out of options, Eric suggested me that I document the problem on this blog for future reference. Halfway through typing the first paragraph, it came to me:
"Hey! It's the signal from the nichrome wire!"
Indeed, LED6 on the extruder board cycled on and off exactly in sync with the spikes on the temperature graph. Suspecting a short between the nichrome wire and the thermistor, I measured the continuity between one of the heater wires and one of the thermistor wires. No continuity.
Puzzled, I started measuring continuity between two terminals, and as it turns out, the resistance between the "B+" terminal and the top thermistor terminal measures to be less than 100KOhm. Well, that's what happened 30 minutes ago. Now, there is no continuity between terminals, and I can't seem to replicate the continuity between any combination of two terminals. (The issue persists, though.).
2) Extruder Motor Refuses to Stop
This issue is just as weird as the first one. We were able to stop the extruder motor on command until today afternoon. However, for no particular reason I can't think of, the motor decided not to follow the stop command. Upon pressing the stop button on ReplicatorG's control panel, the motor briefly pauses, reverses (which is normal), and then starts going forward again.
I have tried resetting the board, swapping the ethernet cable, and even reloading the extruder firmware, but the problem seems to persist.
Well, I got a good (bad?) news. Issue #2 decided to resolve itself. I'm not sure if it's a good thing or not.... Probably not.
All in all, we're stuck pretty deep. I'm starting to suspect a faulty extruder board, but I asked about these issues on Makerbot Wiki nonetheless.
Hopefully we can figure out what's wrong with the Makerbot before this weekend ends. :D
Until next time,
David
Watrapter Team Co-Lead
Thursday, July 1, 2010
Planning stages, and Makerbot!
So its been a couple of days since our first introductory post, and the Wat-Rapter team has managed to accomplish a couple of things since then (and before then too).
First thing we managed to do was draft together a rough master plan where we throw together all of the work that has to be done, and any other organizational things involved with the project. Feel free to use it as a template for your own 3D printer project. The numbers don't match with chronological order (we'll probably be doing bits of part 1 while doing part 3 for example) so it's more of a list then a plan. Oh well.
The second thing we managed to do was get our hands on a "learning model" Makerbot 3D printer. After some ruffling through the reprap forums while mumbling over our idea, we stumbled across a post by Dr. William Turkel of the University of Western Ontario (http://history.uwo.ca/faculty/turkel/), who kindly allowed us to borrow one of his makerbots to learn from and possibly build mendel parts (if we needed). Here are some of the photos from the trip up to UWO to pick up the makerbot (it took us 7 hours to carefully assemble and test the partially built machine):

-the extruder parts strewn about a table, waiting to be assembled

a closeup of the Makerbot's extruder nozzle

-me making sure the circuitboards are firmly attached to the side

it extrudes! that Perl programming book though is not mine (I don't know how to program in Perl. Yet).

-us printing out our first object back in our university rez. We had to spend a few hours fixing the wacky thermistor and learning about the quirks of operating the machine (We didn't stumble across this helpful blog post until AFTER we did our first print T.T : http://diydrones.com/profiles/blogs/ten-tips-for-getting-your)
Big big big thank yous to Dr. Turkel for lending us the Makerbot, and his Phd. student Devon Elliot for helping us with the assembly and testing.
So that's our progress so far. In the next post, I'll share the results of our research process (one of the first items in the master plan) into existing DIY 3D printers.
Until next time,
Eric Yam
-WatRapter team Co-Lead
First thing we managed to do was draft together a rough master plan where we throw together all of the work that has to be done, and any other organizational things involved with the project. Feel free to use it as a template for your own 3D printer project. The numbers don't match with chronological order (we'll probably be doing bits of part 1 while doing part 3 for example) so it's more of a list then a plan. Oh well.
The second thing we managed to do was get our hands on a "learning model" Makerbot 3D printer. After some ruffling through the reprap forums while mumbling over our idea, we stumbled across a post by Dr. William Turkel of the University of Western Ontario (http://history.uwo.ca/faculty/turkel/), who kindly allowed us to borrow one of his makerbots to learn from and possibly build mendel parts (if we needed). Here are some of the photos from the trip up to UWO to pick up the makerbot (it took us 7 hours to carefully assemble and test the partially built machine):

-the extruder parts strewn about a table, waiting to be assembled

a closeup of the Makerbot's extruder nozzle

-me making sure the circuitboards are firmly attached to the side

it extrudes! that Perl programming book though is not mine (I don't know how to program in Perl. Yet).

-us printing out our first object back in our university rez. We had to spend a few hours fixing the wacky thermistor and learning about the quirks of operating the machine (We didn't stumble across this helpful blog post until AFTER we did our first print T.T : http://diydrones.com/profiles/blogs/ten-tips-for-getting-your)
Big big big thank yous to Dr. Turkel for lending us the Makerbot, and his Phd. student Devon Elliot for helping us with the assembly and testing.
So that's our progress so far. In the next post, I'll share the results of our research process (one of the first items in the master plan) into existing DIY 3D printers.
Until next time,
Eric Yam
-WatRapter team Co-Lead
Tuesday, June 29, 2010
Introduction!
Hey everyone,
This is our first blog post as the Waterloo Rapid Prototyper (Wat-Rapter) team (you can tell we're new to the whole blogging thing if that's our first sentence). So to start the blog, here's some introductory information:
Who we are: Eric and David, two first year mechatronics engineering students at the university of Waterloo.
Our goal: to create an effective, fast and reliable 3d printer that costs less than 500 dollars. And to hopefully share the lessons we learned with other DIY-ers so that they can make their own 3D printer.
Building sxperience: minimal. Like many other 1st year engineering students, the majority of our experience comes from textbooks and classrooms (with the occasional build/design project here and there). We don't have access to our own CNC machines or 20 odd years of experience like maybe some other bloggers, but what we do have is a strong interest in rapid-prototyping and a hard-working attitude.
Just a heads up: As 1st year engineering students, there may be a significant (2-4 week) delay in between blog posts, but don't worry! We're still working on the project as hard as we can. We're just swamped with the usual boatload of work and exams that engineering is oh-so famous for =P
So far the team is just us two to minimize the logistical challenges, but we'll be looking to expand and recruit team members once we successfully build our first 3D printer.
I hope that qualifies as a satisfactory introduction post. Until next time,
Eric Yam
-Rapter team co-lead
This is our first blog post as the Waterloo Rapid Prototyper (Wat-Rapter) team (you can tell we're new to the whole blogging thing if that's our first sentence). So to start the blog, here's some introductory information:
Who we are: Eric and David, two first year mechatronics engineering students at the university of Waterloo.
Our goal: to create an effective, fast and reliable 3d printer that costs less than 500 dollars. And to hopefully share the lessons we learned with other DIY-ers so that they can make their own 3D printer.
Building sxperience: minimal. Like many other 1st year engineering students, the majority of our experience comes from textbooks and classrooms (with the occasional build/design project here and there). We don't have access to our own CNC machines or 20 odd years of experience like maybe some other bloggers, but what we do have is a strong interest in rapid-prototyping and a hard-working attitude.
Just a heads up: As 1st year engineering students, there may be a significant (2-4 week) delay in between blog posts, but don't worry! We're still working on the project as hard as we can. We're just swamped with the usual boatload of work and exams that engineering is oh-so famous for =P
So far the team is just us two to minimize the logistical challenges, but we'll be looking to expand and recruit team members once we successfully build our first 3D printer.
I hope that qualifies as a satisfactory introduction post. Until next time,
Eric Yam
-Rapter team co-lead
Subscribe to:
Posts (Atom)